─高出力青色レーザーの適用の見通しはいかがでしょうか
レーザラインさんが4 kW出力の青色レーザーを出されています。日本国内でも高出力の開発が加速しています。我々は,こうした最新・最先端の高出力なレーザーをいち早く供給していただける環境にあります。4 kW出力というハイパワーなレーザーを使用することで,加工スピードが上がります。スピードが上がるということは加工周辺への熱影響が減るので,メリットは大きいものがあります。
今後は,EV用バスバーなどは板厚が厚くなる方向になると思います。これまで2,3 mmで良いと思っていた板厚が4 mm以上まで厚みを増してくるでしょう。そうなってくると,青色レーザーだけでは対応が難しくなってくるので,IRレーザーと併用するハイブリッドレーザーも必要になってくると思っています。
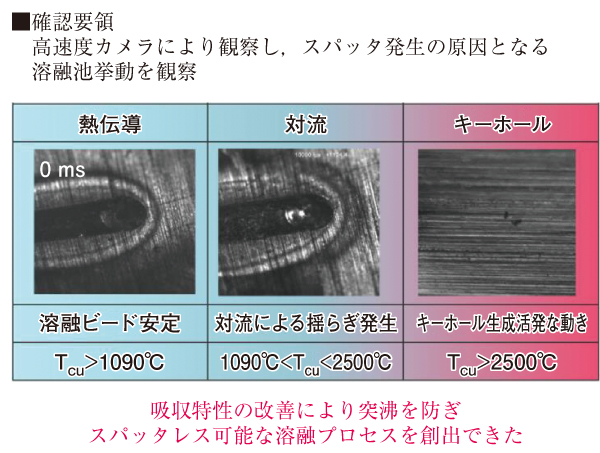
弊社の青色レーザーの量産適用に関しては昨年10月より始まっています。従来からビーム形状をリング状にしたり,エネルギー分布を可変するなど色々と試されていますが,重ね隅肉溶接時にはリングの分布に対して,熱容量の違いが作用して溶け込みが安定しないことがわかりました。ですから,たくさん溶かそうとすると,今度は貫通してしまうといった問題が発生してしまいます。もちろんスパッタも発生します。
これに対して青色レーザーでは熱伝導のプロセスをうまく使うので,溶け込みが安定してマイルドです。また,継手の厚板部分のところで発生する対流を上手く制御すると,表面張力で綺麗なアール形状になります。これはすなわち,品質保証の代用となるわけでモニタリング機器を使わなくても,外観で良否判定できるといった副産物も得ることができます。こういったものづくりにおいてのロバスト性を向上するプロセスが,青色レーザーのパラメータ設計で上手く確立したので,これを量産化に適用したというわけです。
─レーザー加工においてスパッタレスであることに加えて,ヒューム発生の制御も重要なのですね
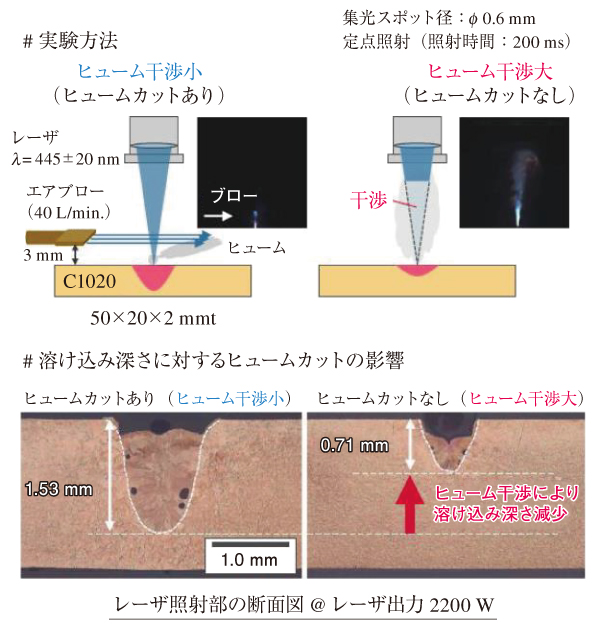
はい。ヒューム対策に関してもプロセス開発に加えて設備設計も大事です。レーザーを選定したらそれに合わせた設備を作るのではなく,設備設計するにもレーザーのプロセスがこうだから,こういうところを改良しようとか,ヒューム回収するには,このスペースも上手く活用しようというようなすり合わせするところが必要です。つまり,トータル的な考え方がとても重要になります。
─自動車部品加工におけるレーザー採用の比率は高まっているのでしょうか
随分と増えています。以前でしたら,抵抗溶接が40%程度,アーク溶接が30%,レーザー溶接が20%程度で,その他に超音波接合がありますが,最近ではアーク溶接が減ってきています。今ではレーザー溶接が40,50%程度にその比率は高まっているのではないでしょうか。次いで抵抗溶接となっています。
以前はレーザーの価格が高かったために,イニシャルコストで圧倒的にアーク溶接が勝っていました。ですので,どうしても篩にかけられてしまっていたのですが,製品製造において無理して使用していたかもしれません。レーザーをどのように使うかというところで,レーザー自体も進化していくものと思っています。
─確かにレーザーも進化してきました
レーザーは自由に条件を変えることができます。しかし,その結果がこうだったという結果系だけで,なぜその結果になったのか,プロセスがどうだったかを分からないままに議論してきた節があります。
例えば,溶け込みが浅くなるならパワーを上げたら良いということではなく,あえてプロセスを解明することが必要だと思います。先ほど述べたレイリー散乱の発生がまさにそういうことです。ですので,レーザーだけではなく,周辺機器の設計も大事になります。言うなれば,レーザーだけに原因を求めるのではなく,周辺技術にも目を配り,トータルで改善していかないといけないと思います。
今回の可視化技術の成果でも,その周辺技術が発展していたから可能になったので上手くいきましたが,計測機器も進化し,それを上手く使うことによって実現できました。我々は,レーザーと加工結果をつなぐ技術に対する知恵や知識を深めていくことが非常に大事だと考え重要視しています。