─青色レーザーといった可視光レーザーが銅加工に優れているということでしょうか

波長の特長をうまく使うということで,製品の構造設計にフィードバックするというのが大事だと思います。ただ,どうしても方法論になってしまいます。分かり易く言えば,子供の遊びのサッカーと一緒で,ボールが出たらそこに皆が集まってしまう。しかし,どこにボールを出すか,どのように点を入れるかということを考えた時にその結果は全く真逆のことになると思います。レーザー業界に置き換えるとそのあたりのアプローチの仕方が大切なことになるのではないかと感じています。
我々はIRレーザー,青色レーザー,緑色レーザーといろいろ試してきました。青色レーザーと緑色レーザーはスポット径や出力,スピードの条件や光学設計を同じ状態に整え加工実験を行ないましたが,緑色レーザーではスピードが青色レーザーに比べて加工速度が半分程度遅くなることが分かりました。加工中のリアル挙動を見てみると,パパッとハレーションみたいな発光現象を起こしています。おそらくレイリー散乱等の影響による発光かと思いますが,その影響でエネルギーロスが起き,溶け込みが安定しないといった問題がありました。一方の青色レーザーは入熱してすぐに安定します。
IRレーザーではQCWも良いのですが,その急峻なスペクトルの特性上,大きなスパッタが発生したり,深さ方向への入熱感度が敏感となり,場合によっては貫通してしまいます。このように見てみると,青色レーザーを用いることで適切なプロセスが成立し,品質は盤石になると思われますが,実はそうではありません。なぜなら,加工部材によっては周囲に樹脂があったり,非常に狭いところをピンポイントで多点接合しなくてはいけない場合には,現状でも物足りていないからです。
青色レーザーの適用にあたっては,一つは焦点距離を長くする等の加工ヘッドの開発。もう一つはヒュームの干渉によるエネルギーのばらつきを抑制すること,さらにもう一つが品質保証になります。それぞれのアプローチに対応した適正な取り組みが必要となります。
─ヒュームの干渉を抑制するということについて,具体的にお聞かせください
レーザーが母材に当たった際に発生するヒュームは煙のように見えるのですが,その密度差によって溶け込み深さにばらつきが生じ,またレーザー出力が大きくなるほど光の減衰率が高まります。結果として加工品質に影響を及ぼします。
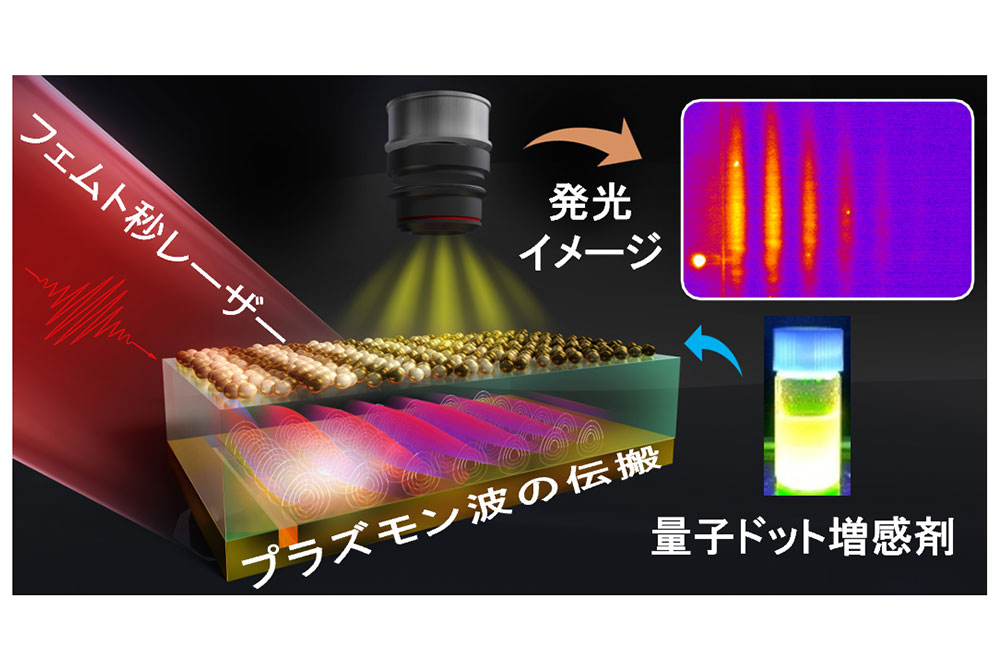
加工中のこうした挙動を可視化するためのアプローチが必要になるわけですが,通常,レーザーが当たった時には散乱光は見えますが,他のところは見えません。その理由としてはプローブ光を当てたときにヒュームの粒子を透過していってしまうからです。ですから,我々はプローブ光の透過光をうまくディテクトする方法と波長選択,それに画像解析を駆使し,ヒュームの挙動を可視化する開発を行ないました。
実際にレーザーのパワーを変えて状態を見ると,出力との相関が大きくなり,ヒュームの量に応じて増加していくという傾向が分かりましたので,こういったところに注意すれば上手くいくというノウハウを確立させました。
これまでのことを整理すると,レーザー溶接という加工は溶ける・固まるが急峻で複雑な挙動ですので,トレーサーを使ってその動きを解析したり,数値解析手法として粒子法を用いて内部の対流状態の可視化に取り組んでいるのですが,やはりそれだけではもの足りないため,ドイツのDESY(Deutsches Elektronen-Synchrotron)やフラウンホーファーILTと連携した取り組みも行なってきました。シンクロトロンを用い,固相と液相の境界がかなり鮮明に見えていて,ブローホールの発生挙動も明らかに定量化できそうなので,これに関しては継続して研究開発を行なっていきます。