


1 はじめに
レーザーの現実世界の性能や品質を正確に予測するために,ビームの品質を説明するレーザーのM2値を理解する必要がある。レーザーの性能が分かれば,それと一緒に用いる光学系の真の性能を特徴づけることで最終的なシステム性能の理解が可能になるからだ。光学系の現実の性能とその理想的性能,即ち回折限界性能との比較は,ストレール比を用いることで行われる。
2 ビームパラメータ積
ビームパラメータ積(BPP)は,レーザービームの品質を評価するのに用いられる別の基準であり,ビームウエストでのビーム半径とビーム発散半角の積で定義される。一般的にmm・mradの単位で表され,次式のようにM2因子に関係している:

(2-1)
BPPはM2因子に正比例するので,ビームパラメータ積が大きいほどビーム品質は悪くなる。BPPの最小値はλ / π で,これは理想的なガウシアンビームでのみ得られる値となる。
BPPは,大きなM2因子をもつファイバーレーザーか半導体レーザーの特徴づけ,あるいはファイバーカップリングしたダイオードレーザーシステムなど,ファイバー内にカップリングできる光量を決定するのに共通して用いられる。
3 Power in the Bucket(バケツ内パワー)
Power in the bucket(PIB)は,ビーム品質を定義するもう一つの基準で,ハイパワーレーザーシステムや材料加工のアプリケーションに良く用いられる。PIBは,レーザーパワーが特定「バケツ(bucket)」に対してどの程度収まっているかを表し,ここでいうバケツとは,加工中の材料表面における特定スポット半径を通常指す。これは一見単純なコンセプトに見えるが,ファーフィールドでのバケツの形状が適切に定義され,ニアフィールドでのビーム形状の仕様に依存した理想的シナリオと比較できるようにしなければならない。
PIBに対する正確な業界標準規格はないが,多くは垂直または水平方向のビーム品質のどちらかで報告されている1):

(2-2)

(2-3)

M2因子やBPPと同様に,PIB値が小さいことはビームの品質が高いことを意味する。PIBは,所定の「バケツ(bucket)」内でのパワーの分数を λ/D の関数としてプロットすることで見える化することができる。ここで,Dはニアフィールドビームの直径になる(図1)。垂直ビーム品質は,所定の λ/D におけるバケツ内での理想的ガウシアンビームのパワーと現実のビームのそれの比率の平方根となり,それがプロットの垂直方向の寸法に対応する。同様に,水平ビーム品質は,バケツ内の理想的ガウシアンビームの λ/D 値と現実のビームのそれの比率となり,それがプロットの水平方向の寸法に対応する。
4 ストレール比
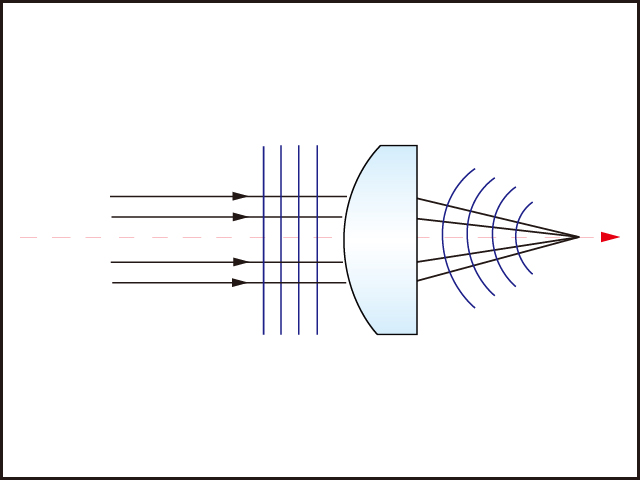
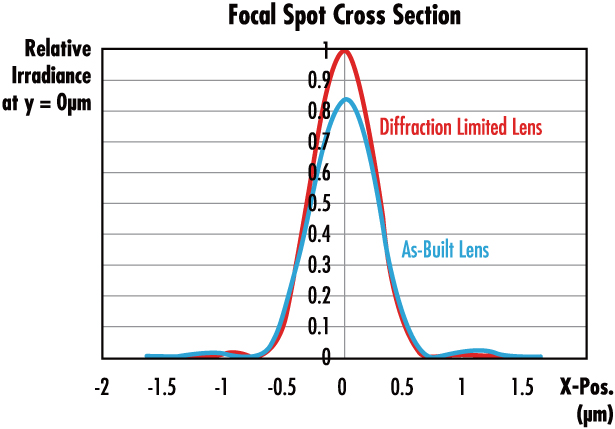
M2因子がレーザーの現実の性能を理想的ビームと比較しているのと同様に,光学系または光学部品のストレール比は,その現実の性能と理想的な性能の比較になる。球面や非球面レンズを始めとする集光用オプティクスのストレール比は,実際のオプティクスが点光源から一点集光した時の最大放射強度と,理論的な回折限界を持つオプティクスを用いて一点集光した時の理想的強度の比になる(図2)2)。ストレール比が1だとそのオプティクスは完璧で,収差フリーになる。業界で一般化している慣例として,ストレール比が0.8を超えていれば,そのレンズは「回折限界」と見なされる。
オプティクスのストレール比とRMS透過波面誤差のおおよその関係は,公式(2-4)で表される。ここで,Sはオプティクスのストレール比, σはオプティクスのRMS波面誤差2)。この近似式は,波面誤差が0.2波長未満の時に成立する。

(2-4)
参考文献
1) Strehl, Karl W. A. “Theory of the telescope due to the diffraction of light,” Leipzig, 1894.
2) Mahajan, Virendra N. “Strehl ratio for primary aberrations in terms of their aberration variance.” JOSA 73.6 (1983): 860-861.
■Beam Quality and Strehl Ratio 2
■Edmund Optics Japan Co., Ltd.
E-mail: tech@edmundoptics.jp
URL: www.edmundoptics.jp