

 日本原子力研究開発機構(原研)は,レーザーの切断性能の状況を反射光により時間とともに変化する状況を監視し,切断性能が低下する兆候を検出した場合には,レーザー出力や切断速度を調整するなど状況変化に合わせて,常に適切な切断性能の維持が可能な適応制御装置を開発した(ニュースリリース)。
日本原子力研究開発機構(原研)は,レーザーの切断性能の状況を反射光により時間とともに変化する状況を監視し,切断性能が低下する兆候を検出した場合には,レーザー出力や切断速度を調整するなど状況変化に合わせて,常に適切な切断性能の維持が可能な適応制御装置を開発した(ニュースリリース)。
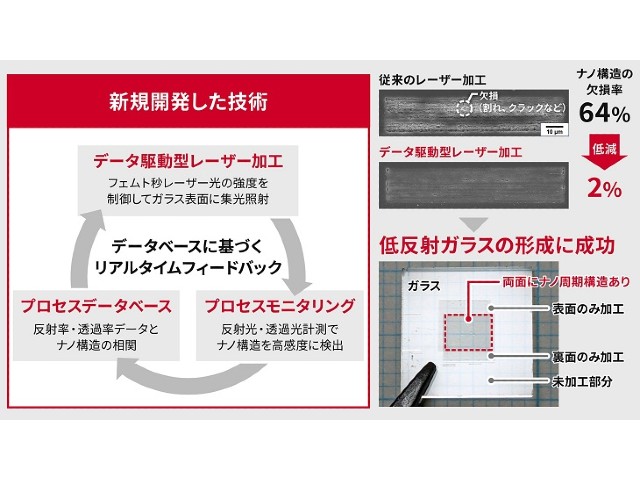
レーザー光による切断では,予め切断対象となる構造物の諸情報を用意しておく必要がある。しかしながら,福島第一原子力発電所の燃料デブリのように形状や材質などの情報が無い場合もある。研究では切断性能の状況を時間とともに変化する状況を監視して,切断性能が低下する兆候を検出した場合には,レーザー出力や切断速度を調整し,常に適切な切断性能を維持する制御装置の確立を行なった。
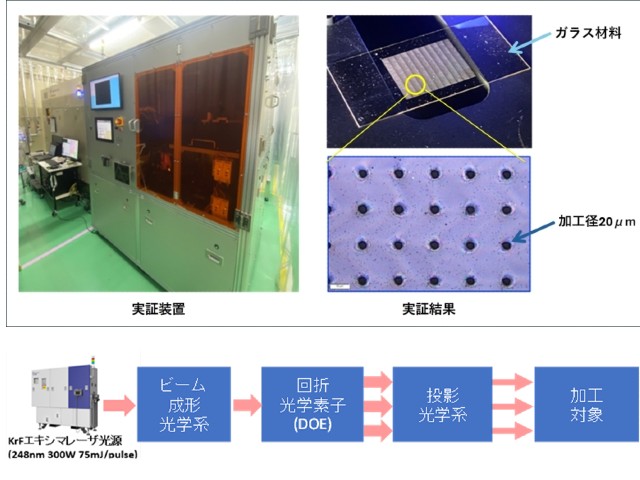
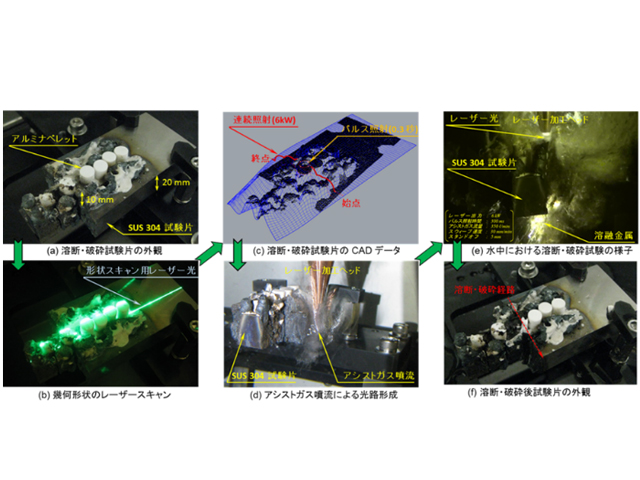
燃料デブリなどの取出しを行なおうとする場合,不規則表面形状(凹凸)を持つ金属材料とセラミックス材料の混合物に対処する必要がある。このため,不規則表面形状をレーザースキャナにより認識し,これに基づいてレーザー加工ヘッドをx-y-z 3軸ロボットにより制御する装置を構築した。更に,金属材料に対するレーザー連続照射による溶断と,セラミックス材料に対するレーザーパルス照射による破砕の各動作を,ロボット制御と連動させる機能も付加した。
機能の性能確認として,不規則表面形状を持つ炭素鋼の上面にセラミックス材料(アルミナペレット)を接着した試験体に対し,レーザースキャナにより表面形状を認識した後,レーザー光の連続 / パルス照射をロボット動作と連動させて溶断 / 破砕を行なった。この結果から,不規則表面形状を持つ金属材料とセラミックス材料の混合物を的確に溶断 / 破砕でき,この制御装置は福島第一原子力発電所の燃料デブリ取出し作業に適用可能な工法であることを確認した。
レーザー溶断時には,レーザー照射によって反射光が発生する。レーザー光によって溶けた金属が良好に排出できている(切断良好)時には,反射光信号は低く安定しているが,排出が良好に行なわれなくなる(切断不良)と,反射光信号は急激に増加するとともに大きく振動するようになるという。
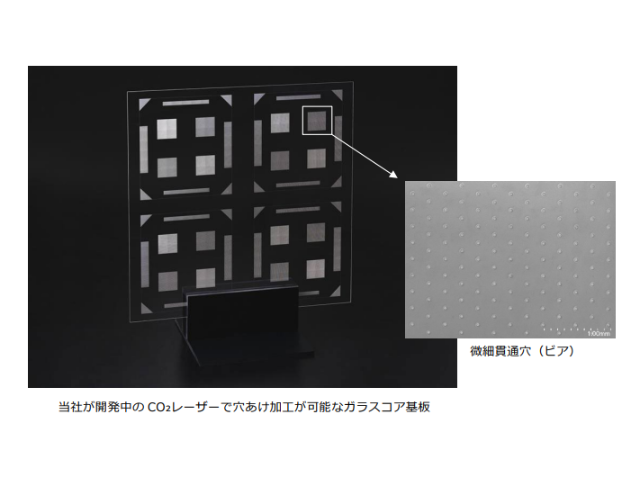
今回,試験片の厚みが裏側で2mmから50mmまで徐々に増加する形状不定材料を対象とした溶断適応制御試験で,試験片の厚み増加に従って変化する反射光特性に応じて,レーザー出力とアシストガス圧力の回復・緩和動作によって溶断性能が維持され,最大厚み50mmまでの溶断が適切に行なわれることを確認した。
これらの研究により,レーザー溶断・破砕 適応制御装置の基礎基盤的観点からの基本性能が確認できたことから,今後は応用研究を主体としたフェーズに移行する予定。平成30年度からは,「ふくいスマートデコミッショニング技術実証拠点」設備を用い,実機適用性能を実証していく。