

 産業技術総合研究所(産総研),ミズホ,不二越機械工業は,SiCウエハーの平坦化を高速で達成するラッピング技術を開発した(ニュースリリース)。
産業技術総合研究所(産総研),ミズホ,不二越機械工業は,SiCウエハーの平坦化を高速で達成するラッピング技術を開発した(ニュースリリース)。
SiCウエハーは加工の難しい高硬脆材料で,これまでウエハーの平坦化は,研削加工あるいは研磨加工で行なわれている。
前者は枚葉式で量産効率が悪い。後者はバッチ式で複数枚一括処理が可能だが加工速度が遅く,単位時間あたりの処理枚数でシリコンウエハーの6倍以上の時間がかかっている。高硬度のSiCの研磨ではダイヤモンドスラリーを用いても研磨速度が上がらないため,鏡面化工程(表面粗さRa=1nm程度)までは研削による枚葉式加工に頼らざるを得ない。
研磨加工では,プレストンの経験則に従って研磨定盤の回転数や加工圧力を高めることで研磨速度が向上できる。しかし,定盤の遠心力によってスラリーが切れたり,摩擦熱によって研磨を継続することが困難だったりという課題があり,研磨速度を高められなかった。
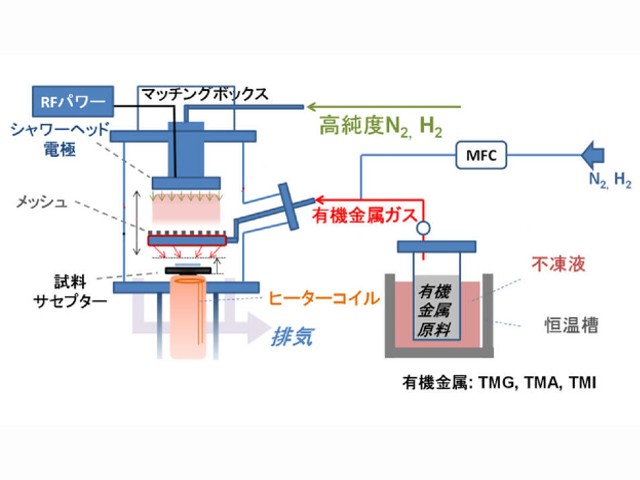
そこで研究グループは,ダイヤモンド砥石を定盤に成型した固定砥粒定盤を作製し,高速研磨装置と組み合わせることで問題の解決を試みた。
ウエハーの各種研磨条件での研磨速度を比較したところ,金属定盤とスラリーを使った加工では定盤回転数200rpm超で加工が困難となった。一方で,固定砥粒定盤を用いた場合は700rpmにおいても定盤回転数と研磨速度が比例することを確認した。
これはスラリーを用いた代表的な加工条件と比較しておよそ12倍の研磨速度であり,従来の研削加工に匹敵する。また,高速で研磨されたSiCウエハーのRaは約0.5nmであり,従来の鏡面研削加工と同等の表面品質を達成した。
また,スラリーを使った研磨とは異なり,加工液に水しか使用しないため環境負荷も少なく,水の供給量を制御して定盤を充分冷却しながら研磨能率を確保できる利点も見いだした。
定盤を使った研磨は主に加工圧力と定盤回転数で加工速度を制御するため,複数枚のウエハーを同時に加工するバッチ式加工が可能。同時加工で加工面積が増しても研磨能率を維持できることを確認した。
1バッチあたりのウエハー加工枚数を増やすことで,一枚当たりの加工時間を大幅に短縮できる。また,摩滅を抑えた高硬度の砥石を使うことで,研削加工より砥石損耗コストも抑えられるので,大口径SiCウエハーを量産するプロセスの高速化と低コスト化の両立が可能だとする。
研究グループは今後,6インチ対応SiCウエハーの一貫加工工程にこの技術を導入し,技術実証を進めるとしている。