

 レーザ加工では金属の切断や溶接といった従来の用途に加え,樹脂溶着や異種材料の接合,はんだ付けといった加工法が進展している。こうした用途では加工点の温度管理が重要になる。例えば樹脂に色を付けるだけでも加工点の照射面温度が変わるので,レーザのパラメータも調整が必要になる。
レーザ加工では金属の切断や溶接といった従来の用途に加え,樹脂溶着や異種材料の接合,はんだ付けといった加工法が進展している。こうした用途では加工点の温度管理が重要になる。例えば樹脂に色を付けるだけでも加工点の照射面温度が変わるので,レーザのパラメータも調整が必要になる。
浜松ホトニクスでは,照射部の温度計測を実現するためにレーザの照射用ファイバ端と温度測定用ファイバ端を同一のユニットに収めたLD光源「LD-HEATER」を2006年に開発した。ユニット内部で,レーザの光軸と温度測定用の光軸を合わせることで,加工点の赤外線をリアルタイムに検出し,加工温度をモニタすることができる。
この光源によって加工温度のモニタリングが容易になり,樹脂溶着の条件出し等が迅速に行うことが可能になったが,その特殊な光軸ユニットの形状や大きさから使用環境には制限がある。そこで同社では,レーザの照射と温度計測を一本のファイバで行なうレーザプロセスモニタ(LPM)を,LD照射光源「SPOLD」のオプションとして開発,今年の4月より発売を開始した。

「SPOLD」は装置組込を前提とした小型・軽量の樹脂溶着向けレーザ光源。主な仕様は波長940nm±20nm,出力25W/60W(モデルによる)のCW半導体レーザとなっている。LPMは「SPOLD」と照射部の間に設置し,加工点から戻ってきた熱情報を解析する。
LPMは加工用と測定用に1本の同じファイバを使うため,ファイバを動かしても加工点と測定位置がずれないという特長を持つ。光軸の調整が不要なので,そのままガルバノスキャナと組み合わせて,走査させることも可能になった。またレンズでレーザ光を整形しても,同じ形・同じ領域を測定できることもメリットとなる。
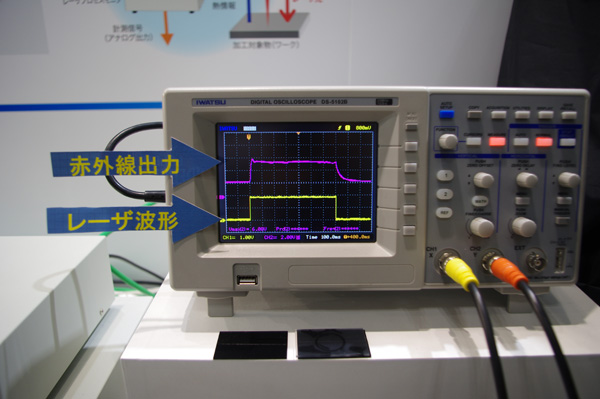
「LE-HEATER」が2色法を用いて温度を検出するのに対し,LPMは加工点の熱による赤外線だけを捉え,相関を持ったアナログ情報として赤外線量の変化を検出する。具体的な検出波長等は公表していないが,レーザ光と赤外線の強度比は非常に大きいため「1億人の中からある1人だけをみつけるような」(開発担当者)検出精度が求められたという。
LPMの検出温度範囲は黒体炉(放射率0.93)換算で150~600℃と,レーザはんだへの対応も意識したものになっている。サンプリングレートは1kHzで,遅延は1msec以下。光源の「SPOLD」はCWだが技術的にはパルスレーザにも対応できるとしている。ただし,金属加工への応用は放射率の問題から難しいという。
同社では市場の反応を見ながらアプリケーションを見定め,販売を本格化していきたい考えだ。ただし,性能を十分に発揮するためにLPMのみの単体販売は行なわず,「SPOLD」のオプション設定として提供する。